When an innovative biobased process reaches its production targets, and the product is ready to enter the market, we manufacture the product at the Bio Base Europe Pilot Plant at 10 to 100 ton scale to allow our customers to postpone investment in full scale industrial production. After several production campaigns, the process is ready for transfer to a CMO or other full scale production facility.
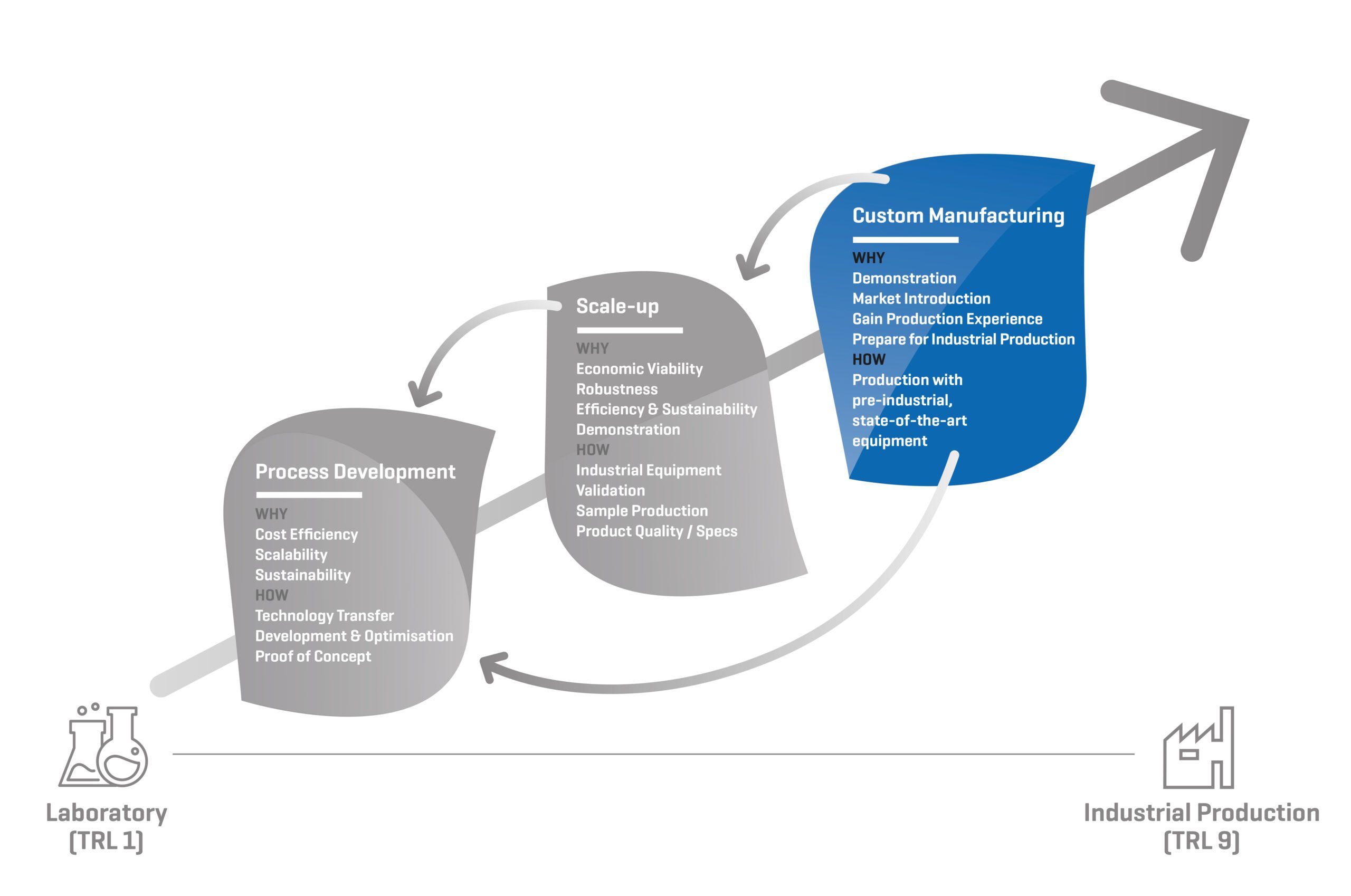
Custom Manufacturing: Why?
DEMONSTRATION
Demonstration of the developed process in the 10 tonne scale equipment of the Bio Base Europe Pilot Plant is the transition between scale-up of a process, and the manufacturing of the innovative biobased product for market introduction.
MARKET INTRODUCTION
We custom manufacture biobased products that comply with the specifications defined by our customers, and with all applicable regulations such as food safety and bio-safety and environmental regulations. This material can be used to enter the market and build a customer base for the product, and to convince investors of the value of the product before investing in full scale production. Sometimes approval is required before entering the market, and in that case the product can be used for all the required testing to build the dossier for approval.
GAIN PRODUCTION EXPERIENCE
Running the process for several hundreds or thousands of hours within several production campaigns, and tackling the troubles and fine-tuning the settings and procedures will build the confidence required for stepping up to the full scale production.
PREPARE FOR INDUSTRIAL PRODUCTION
The process data and experience gained during the custom manufacturing will make the communication with, and step to a commercial full scale production easier. While our customers construct and industrial line or transfer the process to a 10x volume CMO, we use the ongoing manufacturing campaigns at our facility to mimic the exact settings of the industrial production to predict the response and reduce the risk of transfer.
Custom Manufacturing: How?
PRODUCTION WITH PRE-INDUSTRIAL STATE-OF-THE-ART EQUIPMENT
For custom manufacturing we build the most efficient production line, typically with our largest equipment to minimize production time. We apply the optimized process settings with optimal robustness, efficiency and product quality. For fermentation processes we use our 75 m³ and 15 m³, bioreactors. For purification our largest units for cross flow filtration units (hundreds of m²), centrifuges, evaporators (5 t/h), crystallization line (hundreds of kg per day) and other purification equipment. For biocatalytic processes we use our largest reactors (up to 50 m³) and for green chemical processes our largest ATEX reactors (5 m³). We monitor the final product quality, in house or with certified external labs, and provide a certificate of analysis (CoA) with the final product, as well as a report with the process settings and mass balances.
 webdesign
webdesign